

品牌:沃特伊兰(VOITILAN)
产水量:50-20000m³/d
材质:UPVC/SS304/SS316/2205/TI/Q235
应用行业:原料处理、发酵、蒸馏、压榨、设备清洗等
一、系统介绍(根据行业特性,非标定制)
沃特伊兰作为深耕环保水处理领域多年的专业企业,针对酒厂废水成分复杂、有机物浓度高、水量水质波动大等特性,精心研发了一套高效且稳定的酒厂废水处理系统。该系统整合了预处理、生化处理、深度处理等多个工艺环节,能够精准应对酒厂废水中的酒精、糖类、蛋白质、酒糟残渣等污染物。通过智能调控技术,实现对处理流程的动态优化,确保系统在不同负荷下都能稳定运行。经实际项目验证,该系统可将酒厂废水的化学需氧量(COD)从平均 8000-15000mg/L 降至 500mg/L 以下,悬浮物(SS)去除率高达 95% 以上,出水水质完全满足国家《发酵类制药工业水污染物排放标准》(GB 21903-2008)及地方相关环保要求,为酒厂的可持续发展提供了坚实的环保保障。
【纯水设备在线询价点击进入马上询价,或拨打7x24小时询价热线:400-680-6689】
二、系统原理
沃特伊兰酒厂废水处理系统遵循 "分质处理、逐级净化" 的科学原理。首先,废水进入预处理单元,通过格栅去除较大的固体杂质,再经调节池均衡水量水质,为后续处理创造稳定条件。接着,进入厌氧处理阶段,利用高效厌氧微生物菌群,将废水中的大分子有机物分解为小分子有机酸和甲烷,大幅降低 COD 浓度并回收部分能源。随后,废水进入好氧处理单元,通过活性污泥法或生物膜法,借助好氧微生物的代谢作用,进一步降解剩余有机物和氮、磷等营养物质。最后,通过深度处理单元,如混凝沉淀、过滤、消毒等工艺,去除水中的细微悬浮物、色度和异味,使出水达到回用标准或排放标准。整个系统通过微生物的协同作用、物理化学的分离净化以及智能控制系统的精准调控,实现了对酒厂废水的高效净化和资源回收。
三、处理难点
酒厂废水处理面临着诸多技术难点,一是水质成分复杂,含有大量难降解的有机污染物,如木质素、纤维素等,传统处理工艺难以有效去除;二是有机物浓度极高,COD 可达数万 mg/L,对微生物的生存和代谢造成极大压力,容易导致生化系统崩溃;三是水量水质波动大,受酒厂生产周期、产品种类等因素影响,废水的排放量和污染物浓度在一天内可能出现数倍的波动,增加了处理系统的调控难度;四是含有一定量的酒精和挥发性物质,对处理设备具有腐蚀性,且易产生异味污染环境。针对这些难点,沃特伊兰凭借深厚的技术积累和丰富的工程经验,研发出具有抗冲击负荷能力强、降解效率高、运行稳定可靠的处理系统,通过优化工艺组合、选用耐腐材料、配置智能监控系统等措施,成功解决了酒厂废水处理中的各种难题,为客户提供了高效、经济、环保的解决方案。
四、沃特伊兰优势
远程操作监控智能系统
自动化程度高,DCS中控、手机端上位机等均可远程监控操作,实时查看运行数据。
自动监测报警
全自动监测,设备发生故障或产水不达标,设备线上报警及线下声光报警,不合格水自动回流至前系统。
售后响应速度快
全国35个售后服务点,7*24小时在线客服1V1服务,2小时出给出解决方案、24小时内到达现场。
三大生产基地
分在深圳、惠州及山东具有生产基地,总面积约12000㎡生产能力200台/月。
专利资质多
拥有40余项发明、实用专利,10项各类资质,同时获得国家高新技术型企业认证。
项目案例多
1500+多项中大型项目案例,10余年环保设备设计、生产、制造经验 助力企业长期节能减排、稳定运行
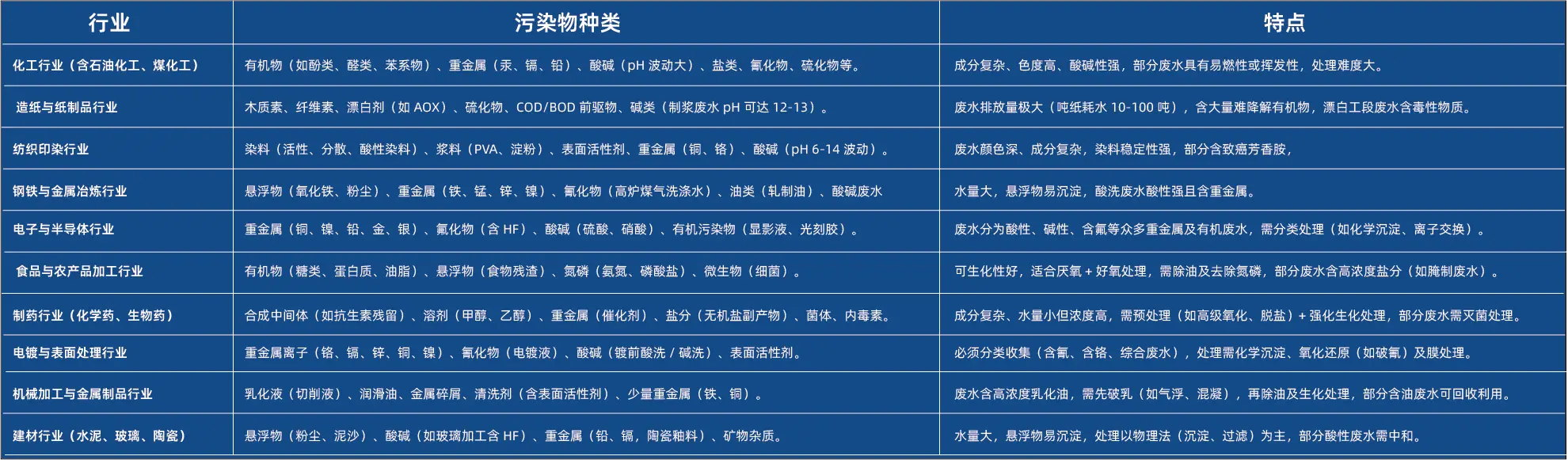
五、应用行业
©2025 - 沃特伊兰粤ICP备2023113346号 技术支持:网站建设



