

品牌:沃特伊兰(VOITILAN)
产水量:0.25-500m³/h
材质:UPVC/SS304/SS316/
脱盐率:99.8%
运行成本:0.5-2.5元/吨
电阻率:≥15MΩ·cm、≥18MΩ·cm
应用行业:负极浆料配制、正极材料合成、清洗工艺、溶剂稀释、杂质控制、外壳清洗、NMP 回收
一、产品概述
沃特伊兰锂电池用纯水设备专为新能源行业严苛水质需求设计,采用双级反渗透(RO)+ 电去离子(EDI)深度处理工艺,可稳定产出电阻率≥18MΩ・cm、颗粒度 < 0.1μm、TOC<5ppb的超纯水,完全满足锂电池电极涂布、电解液配制等核心工艺对水质的极致要求。设备通过智能 PLC 控制系统实现全流程自动化运行,支持远程监控与故障预警,显著降低人工维护成本,同时采用低能耗设计,相比传统工艺节能 30% 以上,水回收率高达 70%,有效助力企业实现绿色生产目标。
二、产品特点
高效脱盐与稳定水质
搭载美国陶氏 / 海德能 RO 膜元件,单支膜脱盐率 > 99.5%,配合连续电去离子(EDI)模块,可将水中离子去除率提升至 99.99% 以上,确保产水电阻率长期稳定在 18MΩ・cm 以上,满足锂电池生产对超纯水的严格标准。
智能控制与节能优化
集成全自动 PLC 控制系统,具备在线水质监测、自动反洗、化学清洗等功能,可根据原水水质动态调整运行参数,降低能耗与耗材损耗。设备采用变频技术与能量回收装置,相比同类产品节能 25%-30%,年运行成本节省超 20 万元(以 10T/H 系统测算)。
模块化设计与灵活适配
采用标准化模块集成,预处理、RO、EDI 等单元可根据产能需求自由组合,占地面积减少 30%。设备支持定制化工艺,可针对不同原水水质(如高硬度、高有机物)提供个性化解决方案,适配锂电池企业多样化生产需求。
环保材料与长效耐用
关键部件选用卫生级 316L 不锈钢与UPVC 管道,抗腐蚀性能强,使用寿命延长至 10 年以上。配备RO 膜自动清洗系统与耗材寿命预警功能,可有效延缓膜污染,RO 膜更换周期延长至 3-5 年,大幅降低维护频率与成本。
三、 简易流程图(按需定制)
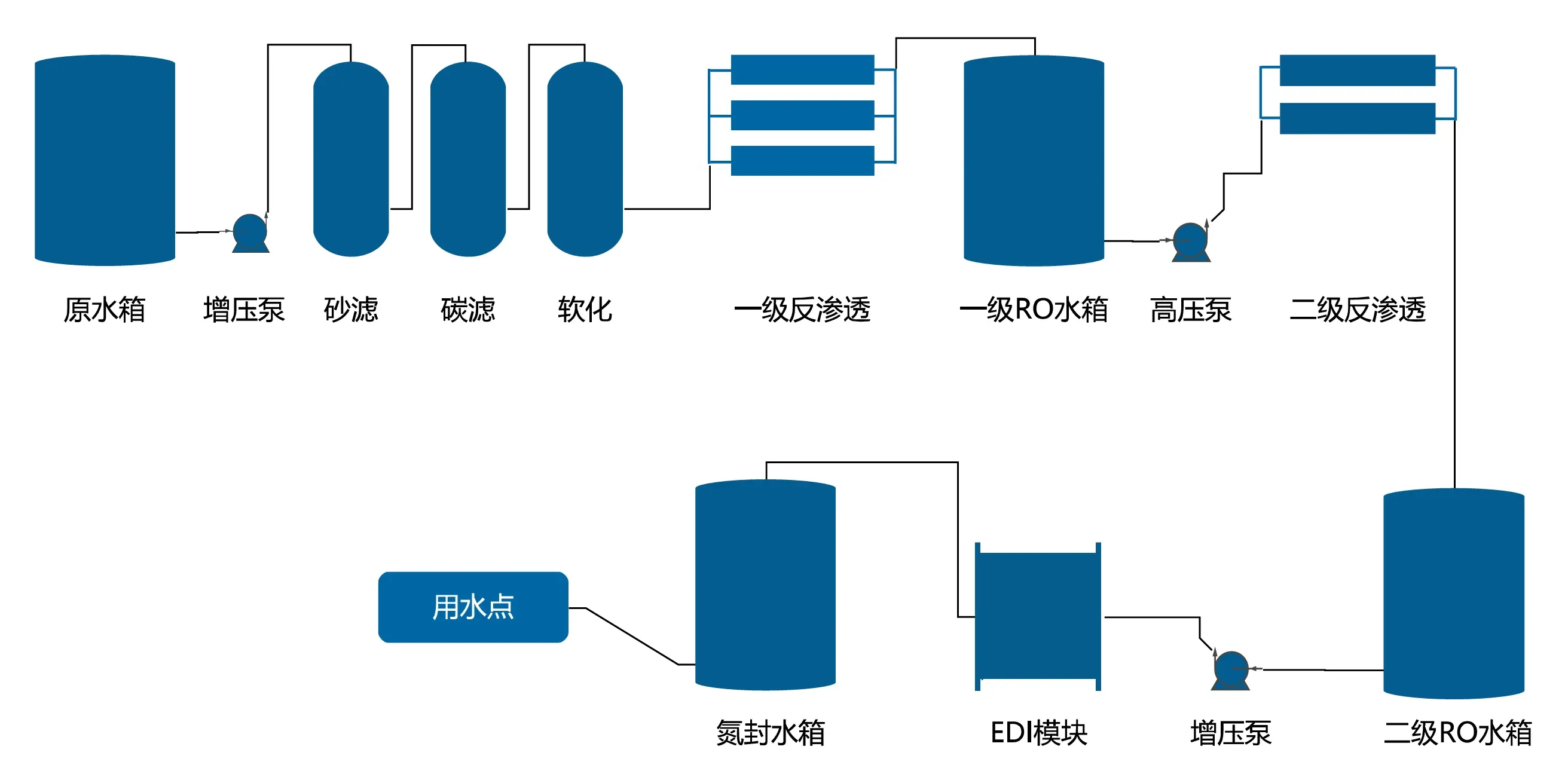
四、系统组成单元及作用
预处理系统
包括多介质过滤器(去除泥沙、胶体)、活性炭过滤器(吸附有机物、余氯)、软化器(降低钙镁离子硬度)及精密过滤器(拦截 5μm 以上颗粒),通过四级过滤将原水 SDI 值降至 < 4,为后续 RO 膜提供稳定进水条件。
反渗透(RO)系统
采用美国陶氏 BW30-400 / 海德能 ESPA2 膜元件,单支膜产水量达 1.3T/H,通过高压泵(扬程 120-150m)驱动原水渗透,实现 99% 以上的盐分截留,产出电导率 < 10μS/cm 的初级纯水。
电去离子(EDI)系统
利用离子交换树脂与直流电场协同作用,进一步去除 RO 产水中残留的微量离子,产水电阻率可达 18MΩ・cm 以上。系统无需化学再生,运行成本较传统混床降低 50%,且避免了酸碱废水排放。
杀菌与终端处理
配置UV 紫外线杀菌器(波长 185nm+254nm)与0.22μm 终端过滤器,可有效灭活细菌、降解 TOC,并拦截 0.1μm 以上颗粒,确保超纯水微生物指标 < 1CFU/mL,满足锂电池生产对无菌环境的要求。
智能控制系统
采用7 英寸彩色触摸屏与工业级 PLC 控制器,实时监测水质(电导率、电阻率)、流量、压力等参数,支持历史数据存储与报表导出。系统具备缺水保护、高压报警、自动冲洗等安全功能,保障设备稳定运行并降低人为干预风险。
五、部分案例图片

【纯水设备在线询价点击进入马上询价,或拨打7x24小时询价热线:400-680-6689】
六、沃特伊兰优势
远程操作监控智能系统
自动化程度高,DCS中控、手机端上位机等均可远程监控操作,实时查看运行数据。
自动监测报警
全自动监测,设备发生故障或产水不达标,设备线上报警及线下声光报警,不合格水自动回流至前系统。
售后响应速度快
全国35个售后服务点,7*24小时在线客服1V1服务,2小时出给出解决方案、24小时内到达现场。
三大生产基地
分在深圳、惠州及山东具有生产基地,总面积约12000㎡生产能力200台/月。
专利资质多
拥有40余项发明、实用专利,10项各类资质,同时获得国家高新技术型企业认证。
项目案例多
1500+多项中大型项目案例,10余年环保设备设计、生产、制造经验 助力企业长期节能减排、稳定运行
七、设备报价

©2025 - 沃特伊兰粤ICP备2023113346号 技术支持:网站建设



