

品牌:沃特伊兰(VOITILAN)
产水量:50-20000m³/d
材质:UPVC/SS304/SS316/2205/TI/Q235
应用行业:厨房、洗涤、冲厕等
一、系统介绍(根据行业特性,非标定制)
沃特伊兰酒店生活污水处理设备是专为酒店行业量身定制的高效处理系统,依据《城镇污水处理厂污染物排放标准》(GB 18918 - 2002)及酒店实际污水特性进行设计与研发。该系统可有效处理酒店日常产生的各类生活污水,涵盖客房洗漱水、餐饮废水、洗衣房污水等。系统集成了预处理、生化处理、深度处理及消毒等多个单元,采用先进的 AO 工艺、MBR 膜技术及智能控制系统。预处理阶段通过格栅去除大颗粒杂质,沉砂池分离无机颗粒;生化处理利用活性污泥与生物膜的协同作用,高效降解有机物、氨氮等污染物;深度处理借助超滤膜过滤和活性炭吸附,进一步去除难降解物质和色度;消毒单元采用紫外线或二氧化氯消毒,确保出水水质达到回用水标准或严格的排放标准。设备处理能力范围广,单套设备日处理量从 50 吨至 500 吨不等,可满足不同规模酒店的需求,且具有占地面积小、运行成本低、自动化程度高的特点,为酒店实现污水的循环利用和环保排放提供了可靠保障。
【纯水设备在线询价点击进入马上询价,或拨打7x24小时询价热线:400-680-6689】
二、系统原理
沃特伊兰酒店生活污水处理设备的核心原理是通过物理、化学和生物相结合的综合处理工艺,实现对污水中污染物的有效去除和水质的净化。在物理处理环节,利用格栅的机械拦截作用去除污水中的悬浮物和漂浮物,沉砂池通过重力沉降分离密度较大的无机颗粒,调节池则用于均衡水质水量,为后续处理创造稳定条件。化学处理方面,在必要时投加絮凝剂,使水中的胶体和细微悬浮物凝聚成较大絮体,便于后续沉淀或过滤去除。生物处理是整个系统的关键,采用 AO(厌氧 - 好氧)工艺,在厌氧区,微生物将大分子有机物分解为小分子,同时进行反硝化反应去除硝态氮;好氧区中,好氧微生物通过新陈代谢将有机物分解为二氧化碳和水,同时完成硝化反应,将氨氮转化为硝态氮。MBR 膜技术的应用,实现了泥水的高效分离,膜组件的截留作用使微生物菌群在反应器内得以富集,提高了生物处理效率和出水水质。整个处理过程通过智能控制系统进行精准调控,根据水质水量的变化自动调整运行参数,确保系统始终处于最佳运行状态,实现对污水的高效、稳定处理。
三、处理难点
酒店生活污水处理面临着诸多复杂的难点。一方面,酒店污水水质水量波动大,受入住率、季节、餐饮时段等因素影响明显,高峰时段水量可能达到平时的 2 - 3 倍,且水质中有机物、油脂、悬浮物、氨氮等浓度变化范围广,这对处理系统的负荷适应能力和稳定运行提出了极高要求。另一方面,污水成分复杂,除了常见的有机物和氮磷等营养物质外,还可能含有洗涤剂、消毒剂、食品添加剂等多种化学物质,部分难降解有机物和有毒有害物质的存在,增加了处理的难度,需要针对性的处理工艺来实现有效去除。此外,随着环保标准的不断提高,对出水水质中总氮、总磷、COD 等指标的要求愈发严格,部分地区要求出水达到地表水 IV 类标准,这就需要处理系统具备更强的脱氮除磷能力和深度处理工艺。沃特伊兰酒店生活污水处理设备针对这些难点,通过优化工艺设计、采用先进的处理技术和智能控制系统,有效解决了水质水量波动、成分复杂及高标准排放等问题,确保酒店生活污水得到可靠、高效的处理。
四、沃特伊兰优势
远程操作监控智能系统
自动化程度高,DCS中控、手机端上位机等均可远程监控操作,实时查看运行数据。
自动监测报警
全自动监测,设备发生故障或产水不达标,设备线上报警及线下声光报警,不合格水自动回流至前系统。
售后响应速度快
全国35个售后服务点,7*24小时在线客服1V1服务,2小时出给出解决方案、24小时内到达现场。
三大生产基地
分在深圳、惠州及山东具有生产基地,总面积约12000㎡生产能力200台/月。
专利资质多
拥有40余项发明、实用专利,10项各类资质,同时获得国家高新技术型企业认证。
项目案例多
1500+多项中大型项目案例,10余年环保设备设计、生产、制造经验 助力企业长期节能减排、稳定运行
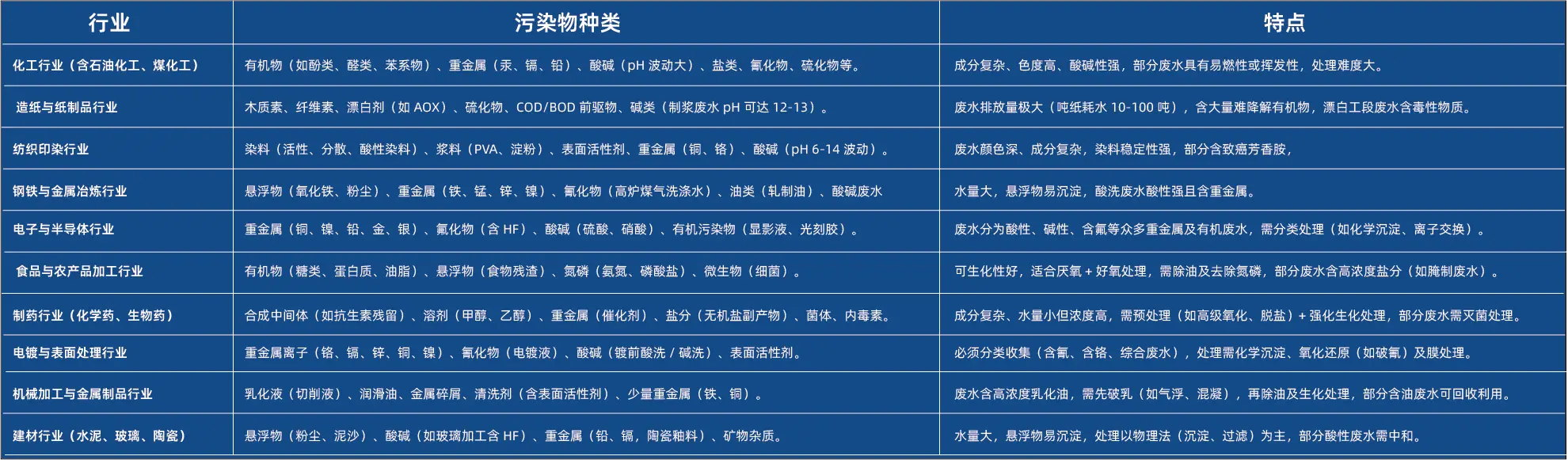
五、应用行业
©2025 - 沃特伊兰粤ICP备2023113346号 技术支持:网站建设



